施工设备上的液压问题,很多时候并不是泵突然坏了,而是前期供油配置没有按实际工况做匹配。空载时动作正常,带载后变慢;刚开机没问题,连续施工一段时间后油温上升、噪声变大,这些现象都可能和供油环节有关。看泰
一套液压设备动作慢、发热高,很多人会先把注意力放在泵站流量或执行元件上。可在大流量回路里,阀件布置方式往往才是问题的放大器:外接阀多、管路长、接头多,油液每绕一次路,就多一处压降和泄漏隐患。力士乐插装
设备布局里有一种很常见的矛盾:机构要走得远,机架却不肯给出足够的轴向安装长度。普通单级液压缸要满足长行程,收回后的本体长度往往先碰到护罩、梁架或相邻工位。太阳铁工的伸缩式液压缸,正是用多级结构处理这类
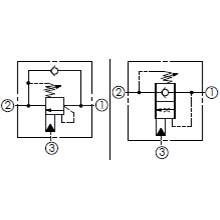
设备停在现场,采购端往往先问一句:“北部精机的充液阀有没有现货?”这句话能打开沟通,却很难直接得到可执行的报价和交期。充液阀不是按品牌和外形就能稳妥替换的件。供应商最需要的,是能把原件、回路和安装条件
设备说“压力要控准”,现场往往先想到换一只更高等级的压力继电器。但这件事先得掰清:压力继电器负责的是在某个压力点发出通、断信号;它能做压力到位确认、报警、泵卸荷联锁,却不负责把压力连续调到某个数值。真
液压回路做到后面,真正让人头疼的往往不是少了一只阀,而是阀、管、接头越加越多。空间被占满,油管走向绕,设备运行一段时间后,渗漏、振动和排故也容易集中冒出来。对需要把压力、流量、方向控制收在一起的项目来
先把名称说清楚,能少走不少弯路。在常见的液压转向资料里,FLD通常指单路稳定分流阀,而不是单纯意义上的“插装溢流阀”。有些型号在稳定油路中集成了安全阀,因此既能给优先支路提供相对稳定的流量,也能在支路
一台老设备准备提速,最先暴露问题的往往不是控制程序,而是那个原来“能动就行”的气缸。推料时冲击变大,夹具到位信号偶尔漂移,检修人员为了拆一只气缸得先卸掉旁边两块钣金。到了这一步,换一只同缸径的新品,通
液压设备出现“阀有电、动作却慢半拍”的情况,现场最容易先怀疑线圈。线圈当然要查,但不少故障最后并不在线圈本身:油液里的细小颗粒让阀芯运动发涩,阀体接口处的渗油又把真正的密封问题遮住。对 APMATIC
现场换POSU机械阀,最容易出现的一种误判是:新阀外形差不多、接头也能拧上,于是直接装回去。结果通气以后,气缸动作顺序变了,或者滚轮压下去没反应,松开后又不能及时复位。机械阀本身不大,却常常处在限位、